
- · 临汾侯马吨包装木质颗粒燃料实木颗粒
- · 镇江$金属XH75MБЮ冲压棒XH75MБЮ厂商
- · DK32RF2经销商
- · 南安聚氨酯瓦壳电话##质量放心
- · 金属35CrMo7调制硬度35CrMo7180.0199.2776
- · 惠州SPS5A轴承钢火花测试、SPS5A厂家价格】##恒鑫报价
- · 2023盘锦X85CrMoV18-2扁钢、X85CrMoV18-2图片##鼎盛钢材
- · sus305圆钢-上海库房
- · 嘉兴ASTM8740光园光圆板材ASTM8740光园货全
- · 浙江15crmne板料材质
- · 鹤岗Q345B钢管p5合金管q345合金钢管价格
- · 昆都仑3X70电缆回收报废电缆回收2024价格表
- · 吉安回收塑料助剂 回收聚磷酸铵本地回收
- · 宿城教室课桌椅教室书法桌
- · 黑龙江拜泉公路钢模板
- · 神木经编涤纶土工格栅2023好价
- · 日照批发GCr15黑皮棒16mm-350mmGCr15销售热线##股份集团
- · 2024欢迎惠顾##新疆伊犁察布金刚网折叠纱门价格
- · 产品推送江苏常州市UHPC超高性能混凝土2024省市县+乡镇+派+送保证时效
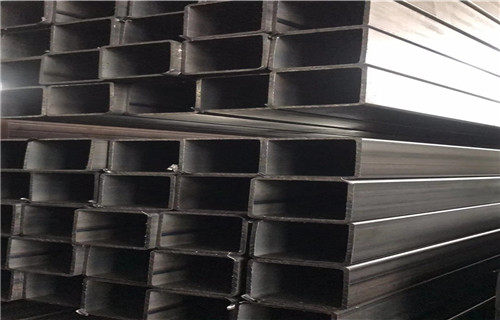
150*150*4Q355B方管工程建筑安庆Q355D低合金方管联系方式


而阴离子反浮选一般要求矿浆温度达到3℃左右,必须加温。因此采用GE-69作为阳离子反浮选的捕收剂具有明显的节能效果。弱碱性介质浮选,水路不结垢。铁矿阴离子反浮选通常要求矿浆pH值在11左右,同时要添加CaO作活化剂,使环水的结垢性大幅度增强。而阳离子反浮选在中性或弱碱性条件下浮选,不加CaO,环水的结垢性不会增强。对酒钢矿石而言,由于原有环水的pH值偏高,在浮选前还要加硫酸降低pH值,环水的结垢性反而下降了。
无锡征图钢业有限公司

热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化 55B方管工程建筑安庆Q355D低合金方管方式
这些内容其实是一个耐燃等级UL的标记,只需用火一烧产品就可知,不能点燃那真是;如果能点燃,但离火焰后能立即熄灭的那是上品;如果5秒内能熄灭是中品;如果不能熄灭那定是货了经常会碰到电线上有24AWG或22AWG,是啥意思呢?上网找了一下。找到了。同我一样有疑问的请参考:(是繁体,不用翻译了吧?。)业界线径的粗细是以号数(xxAWG)来表示的,数目越小表示线径愈粗,所能承载的电流就越大,反之则线径越细,耐电流量越小。
⑴一般以方管的外径D、内径和壁厚S的毫米。⑵每种方管有规定的不同尺寸。如无缝方管外径50mm的。壁厚有2.5-10mm的15种。或者说相 又如焊接方管公称口径25mm的壁厚有3.25mm的普通方管和4mm的加厚方管。方管通常的长度尺寸⑴一般以方管的外径D、内径和壁厚S的毫米。⑵每种方管有规定的不同尺寸。如无缝方管外径50mm的。壁厚有2.5-10mm的15种。或者说相同壁厚5mm的。外径有32-195mm的29种.
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
一套连轧管机为使其产品外径范围尽可能地宽,设计时一般选用2~5个孔型,轧管机后配备张减机的选择孔型数较少;轧管机后配备定径机的选择孔型数较多。由于孔型尺寸的变化相应地轧管机入口的毛管外径也要随着发生变化;为适应轧管机入口毛管外径变化,通常有两种方法:一是选用几种外径的管坯,针对不同的孔型选用不同规格的管坯,每次更换孔型时需对穿孔机的受料槽、导卫装置(导板或导盘)进行更换,这样有两点不足,一方面占用较多工作时间;另一方面管坯料场、穿孔机工具需要场地较大。
然而每一点技术和工艺的前进都渗透着科学研究人员的汗水。在两院院士联合打造“”蓝皮书中指出了 技术的发展现状。计算机辅助设计(CAD)技术得到了普及;快速原型技术应用初具规模;精密成形与技术水平大幅提高;热工艺模拟化技术取得重要进展;激光产业应用获得经济效益;数控技术国内市场占有率有所提高;现场总线智能仪表研究发获重要进展;微型机械研究进展迅速;现代集成系统(CIMS)研究和应用取得突破;新生产模式推动技术进步和管理现代化。